Share


There are (because of course there are) channels on YouTube dedicated to waterjet cutting. The most popular, known simply as “Waterjet Channel,” has nearly 800,000 subscribers, many of whom tune in each week to watch the show’s two charismatic hosts slice and dice everything from bowling balls, to Stretch Armstrong dolls, to car batteries, to pizzas.
Clearly there is a visceral satisfaction at work here (who doesn’t want to watch a 60,000 psi beam of water drive abrasive to pierce through an anvil?) that fuel’s the show’s popularity. The video featuring a waterjet cutting through bulletproof glass has nearly 10 million views.
Featured Content


But the channel also demonstrates the versatility of waterjet cutting. Indeed, in metalworking, the benefits of waterjet cutting are widely recognized. Abrasive waterjet machines can cut through nearly any material, they are ideal for heat-sensitive metals and composites, they don’t create burring or rough edges, they expend minimal force on the object being cut, and because they require only minimal fixturing of the workpiece, they eliminate distortion from compression.
But there is a catch.
Waterjet machines have earned a reputation as being maintenance intensive and unpredictable. And regardless of whether it uses direct-drive or intensifier technology, every waterjet machine is prone to leaks.
Typically, seals — a consumable piece of hardware within waterjet pumps — are the culprit. Waterjet technology relies on the extreme pressurization of water, and the soft seals within the machine can withstand that pressure for only so long. Waterjet plungers create pressure by stroking through the seal, which hastens the wear even more. On top of that, factors including pressure levels, cleanliness of the environment and water quality all impact seal life. The system will eventually leak, but all of these factors make it difficult to predict when.
Hypertherm — the New Hampshire-based industrial waterjet and plasma cutting company that started in a two-car garage more than 50 years ago — thinks it has found a solution.
Brain Fluid
Because waterjet machines are often used for cutting thick parts in expensive alloys, the scrap costs from pump failure in the middle of a cut can be significant. This risk was the basis for Hypertherm’s development of its Predictive Waterjet pumps, which provide feedback to the operator directly at the pump or the CNC. The core technology of the predictive pumps is what Hypertherm calls the seal maintenance indicator, or SMI.
The SMI is a feedback indicator that provides a visual depiction of the way in which the system captures the water and oil that normally would leak into a drip pan or on the top deck underneath the intensifier. Those fluids are instead routed into the SMI, the “brain of the system” that monitors the fluid and quantifies it using internal algorithms that calculate the amount of seal life remaining.

The core technology behind Hypertherm’s predictive pumps: the seal maintenance indicator.
The calculation relies on optical gates, pictured above. Each one of the four tubes carry fluid from one end of the seals located on the intensifier: The far left tube routes any high-pressure water that leaks out of the static seal located on the left side (or outer end) of the intensifier. The middle left tube captures both water and hydraulic fluid from the dynamic seal (or inner end) on the left side. The middle right and right-side tubes provide the same action for the right side of the intensifier. The black clips located just below halfway down each tube are the optical gates that calculate the amount of fluid that passes through each tube. By analyzing how long the optical gates are active, the machine algorithms can then quantify the actual fluid leak rate.
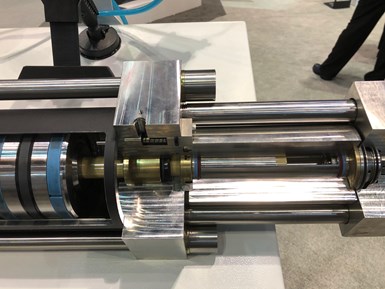
The intensifier on a HyPrecision P-75S shows the plunger going through the black rubber seals.
The calculations result in critical thresholds — the amount of time the machine predicts it can run before experiencing a seal failure. The first warning will trigger the stack light to turn from green to a flashing yellow, which indicates that there is between eight and 40 hours of seal life left. A flashing red light indicates less than 30 minutes of seal life remaining.
“These warnings, especially the yellow light warning, are basically the machine indicating that the user should plan for maintenance now,” says Arion Vandergon, Hypertherm’s waterjet marketing manager. “You can keep on running with it, but it's going to run down until you get to the next critical threshold. We give you that buffer to plan your maintenance while the machine continues monitoring until it gets to the critical threshold.”
After maintenance that includes changing the seals, the machine resets the logged hours back to zero. The end result is a system that uses an inherent weakness — fluid leakage — as a data point and asset toward keeping the machine running.
RELATED CONTENT
-
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
-
Dispelling Small Machine Shop Myths
Many job shops start in a garage with a used mill and a manual lathe. The owners of this Utah job shop took a different tack. Along the way to a very successful business, they've debunked a bunch of myths commonly held about job shops.
-
Centerless Grinding: Not Magic!
Achieving consistent and quality results from the centerless grinding process requires an understanding of the basic fundamentals. Most application problems associated with centerless grinding derive from a misunderstanding of the basics. This article explains why the centerless process works and how to use it most effectively in your shop.




%20(1).1676494398075.png)