Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.

Share


Bryan Machine Service cannot afford to have parts wait in line for finish-machining. This is why, when Modern Machine Shop last checked in, the Huntington, Ind., job shop had recently implemented a method for milling with air on its VMCs. More specifically, the shop had designed and built its own air-driven spindle to achieve the high speeds required for its most intricate work: namely, graphite machining and small rubber and plastic molds with as many as 200 cavities. Now, the company is doubling down on this strategy with a new, twin-spindle design that enables milling two parts at the same time.
Bryan Machine Service’s VRT high-speed spindles are driven by the shop’s compressed air system rather than by the spindle motor of the machine tool. Although this configuration limits torque, higher speeds are ideal for taking light cuts efficiently. “The advantage [of milling with air] is that the rpm can go much higher than standard CNC machines,” says shop owner Steve Bryan
Featured Content



Despite the heightened rpm provided by its air-powered machines, the shop still experienced production bottlenecks as parts got to the finishing stages. Bryan had been incubating a twin-spindle design of the VRT for some time, but the pandemic provided the time to make the concept a reality. “We did a lot of work for ourselves,” Bryan says, “a lot of which was on this twin spindle and the prototype build.”

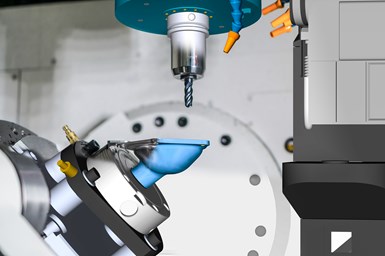
The VRT twin spindle is capable of machining two parts on the same shank simultaneously. Photo Credit: Bryan Machine Service.
Mounted on an indexable, rotary baseplate, t

Bryan Machine primarily uses the twin spindle to engrave parts that have already undergone roughing with a larger, single tool.
While the shop has drastically increased production with the twin spindle, it had to overcome a number of design hurdles with the indexable base to get things up and running. Bryan says most of the work came from designing the indexing base to be able to rotate while still receiving the same air supply and coolant flow through the rotating coupling. The final version of the rotating base, when coupled with the single VRT High Speed Spindle and a 90-degree head, is capable of machining on any side of the part — or even on the inside of parts, according to Bryan. The company currently has customers using this configuration to machine small parts for aerospace.

Bryan Machine Service can now double its production of small parts — even when the lights are out. Photo Credit: Bryan Machine Service.
Bryan says he already has a few companies interested in the twin-spindle design, and he believes any shop that runs small parts would benefit from using it. The shop plans to begin taking orders and running production once the design is patented. As Bryan says, “We’ve got to get through that initial process, and then we can get things rolling.”
RELATED CONTENT
-
Rigid Tapping--Sometimes You Need A Little Float
One of the most common methods of tapping in use today on CNC machines is 'rigid tapping' or 'synchronous feed tapping.' A rigid tapping cycle synchronizes the machine spindle rotation and feed to match a specific thread pitch. Since the feed into the hole is synchronized, in theory a solid holder without any tension-compression can be used.
-
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
-
Choosing The Best Drill Point Geometry
The more common twist drill point geometries often are not the best for the job at hand. By choosing the best point for the material being drilled, it is possible to achieve better tool life, hole geometry, precision, and productivity.




%20(1).1676494398075.png)