Four-Flute Carbide Drill Increases OWSI's Feedrate Fourfold
Ceratizit’s line of WTX-HFDS drills saved OWSI 3.5 minutes per part on a difficult job and completely eliminated a secondary operation, increasing profitability.
#casestudy

Share

In addition to parts for all stages of the oil and gas industry’s operations, OWSI manufactures valves. Photo Credit: Ceratizit
Oil Well Survey Instrument (OWSI) machines “practically anything,” according to owner Mike Holden. The ISO 9001:2015 shop has 50 employees and 38,000 square feet of manufacturing space. In keeping with its name, the company sees a lot work from the oil and gas industry, but Holden notes that “safety valves are a big part of our business” as well. OWSI therefore needs to work with tough materials like duplex and super-duplex steels, as well as stainless, titanium and nickel-based alloys. The company uses a wide array of machines, with Okumas alongside wire EDM equipment, grinders, welders, manual mills and lathes, an Eldorado gun drill and around dozen Davenports and other automatic screw machines. This variety of machines enables OWSI to tackle parts up to 30 inches in diameter and 100 inches in length, and down to parts the size of an eyeglass screw.
One recent part had the potential to cause troubles, however. Known as a ring hinge, this part is found in assemblies used to keep sand out of downhole oil drilling operations. Holden and his team took an order to drill more than 1,000 of the 316L stainless steel parts, each with ten 0.35-inch (8.9 mm) diameter holes.
Featured Content


“With that much drilling to do, I was looking for anything we could do to make it go faster,” Holden says. “That’s when I called Greg White, our local Ceratizit representative.”
Drill, Baby, Drill
OWSI planned to use its Haas UMC 750SS five-axis machining center to produce the ring hinges. As mentioned, it was a production run, so Holden wanted to do whatever he could to reduce cycle time. Sales engineer Greg White of Ceratizit USA was all too glad to propose the WTX-HFDS line of drills.
Increasing the feedrate to 36 inches per minute reduced cycle times by 3.5 minutes per part while producing more than 900 holes between drill sharpenings (a slight improvement) and saving OWSI nearly $6 per part.
The WTX-HFDS line is Ceratizit’s latest foray into high-precision holemaking. According to the company, it is the first four-flute, solid carbide drill on the market able to produce H7 or better hole quality and positioning accuracy of 0.001 inch (0.03 mm). It boasts four spiral coolant holes, pyramid-shaped point thinning and a patented “Dragonskin” TiAlN nanolayer coating.
White says he “sent over two drills and Mike called me back later that week. ‘Get in here when you get a chance. This thing makes holes so fast that I can't even turn my back and the part's nearly done.’”

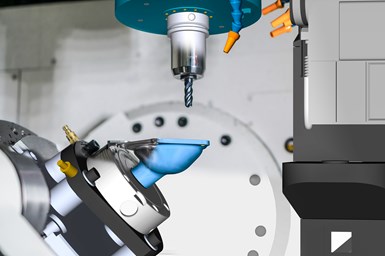
Each ring hinge required ten 0.35" diameter holes about 4X deep. Swapping to the WTX-HFDS drill series saved 3.5 minutes and over $6 per part. Photo Credit: Ceratizit
Optimizations and Overhauls
Before the WTX-HFDS, OWSI used a two-flute solid carbide drill, held in an ER-32 toolholder. Tool life “wasn’t bad,” Holden says, but OWSI was limited to a feedrate of 9 inches per minute at 2300 RPM. The Haas UMC 750SS is equipped with a high-pressure coolant pump, which at this diameter was pushing around 500 PSI. Under different circumstances, this could be fine, but because of the machine's trunnion design and how the part was situated on the table, the cutting forces were somewhat off-center, lowering hole quality.
Aside from changing to the WTX-HFDS drill, White recommended OWSI increase the feedrate four-fold, to 36 inches per minute. Doing so reduced cycle times by 3.5 minutes per part while producing more than 900 holes between drill sharpenings (a slight improvement) and saving OWSI nearly $6 per part.
The improved hole quality — Holden notes the parts held ±0.001 inch consistently — enabled OWSI to eliminate a secondary operation, further increasing profitability. Holden quickly found himself proselytizing the WTX-HFDS and its Dragonskin coating.
“I put it right up there with coated carbides, high feed mills, and through-the-tool coolant,” Holden says. “You can tell just by listening to it that the drill is very balanced and the cutting forces quite low. And there are none of those little fish-eyes and circles around the top of the hole, so you know it's not wandering at all when it starts the hole. Chip control is also much better, which was a big deal to us.”
RELATED CONTENT
-
Troubleshooting Your Way Oil System
An expensive lesson that many shops learn too late is that the automatic oil system on their CNC machine tool may not be completely automatic. Since the automatic oil system is designed to give a warning when the oil tank is empty, many machinists simply assume all is well if the alarm doesn't go off.
-
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
-
An Overview Of 3+2 Machining
An introduction to 3+2 machining: how it works and what it can do for your machine shop.





 (1).1676494398075.png)